Most water-based metalworking fluids used in machining today contain both oil and water. Oil and water, in general, do not mix without the addition of emulsifiers. Many commonly used emulsifiers are soaps, which as we would expect will increase the tendency of foaming in fluids. Foaming in machining operations can be a major issue for two main reasons:
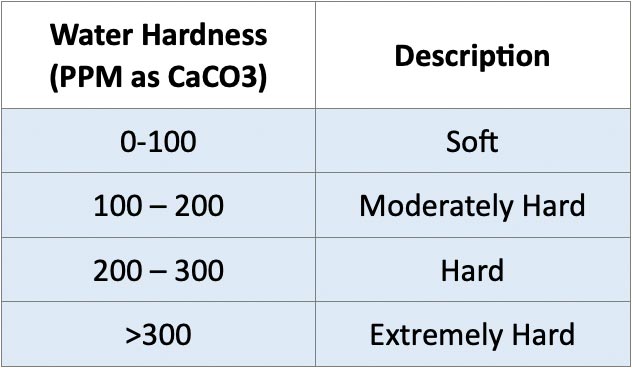
Where the water is sourced and how it is treated can vary widely in the range of water hardness levels. The table below illustrates different water hardness in Parts Per Million (PPM).
Some shops use reverse osmosis (RO) or deionized (DI) systems to avoid problems caused by hard water. It is best to charge the system using harder tap water first. This will allow for some hardness to help minimize foaming. During the machining process there is always some fluid loss either by leakage, carry-off on the parts, or evaporation. It is important to add new fluid back to the sump to maintain the appropriate fluid level.
Choosing the right cutting fluid is very important, especially if the source is delivering soft water. Some metalworking fluids have a higher tendency to foam than others.
The combination of a high flow rate and smaller sump will more likely lead to a foaming issue. With a smaller sump, there is not enough time for the foam to dissipate before being recirculated, causing air to be pushed through the pump and back into coolant which bubbles up creating foam build.
The best solutions are to lower the flow rate to allow the fluid more down time in the sump and to select the correct product for the specific operation. A product formulated with heavy duty antifoam is ideal to provide necessary foam break.

Filter media should be inspected on a regular basis to ensure it is in good working condition and clear of excess debris. If the filter media is under 20 microns, it should be replaced with a larger mesh size to avoid clogging and ensure antifoam additives are not being removed.

It is important to ensure the conveyor system in the machine is working properly and effectively removing most of the chips. If it is not, the chips may need to be manually pushed down the conveyor to facilitate removal.
Other contributing factors to foam buildup include specific nozzles such as fan nozzles, high pressure systems, through the tool fluid application, sump design and baffle systems, and cascading coolant flow, to name just a few.
It is important to evaluate any foaming problems to determine the root cause in order to prevent any downtime or loss in productivity.
|
ETNA Products 16824 Park Circle Drive, Chagrin Falls, Ohio 44023 Phone: 800-229-3862 / 440-543-9845 Fax: 440-543-1789 Copyright ©2025 ETNA Products, Inc. KOOLRite and SynMAX are trademarks of ETNA Products, Inc. |